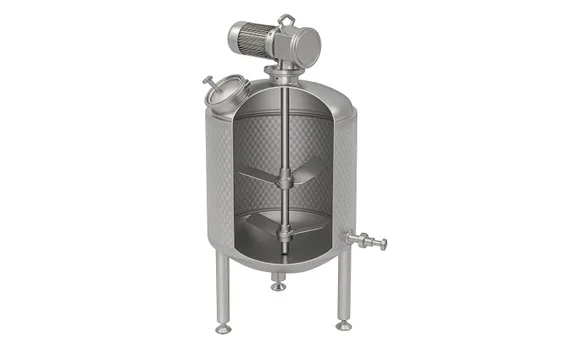
Industrial Vacuum Cooking Tanks and Systems
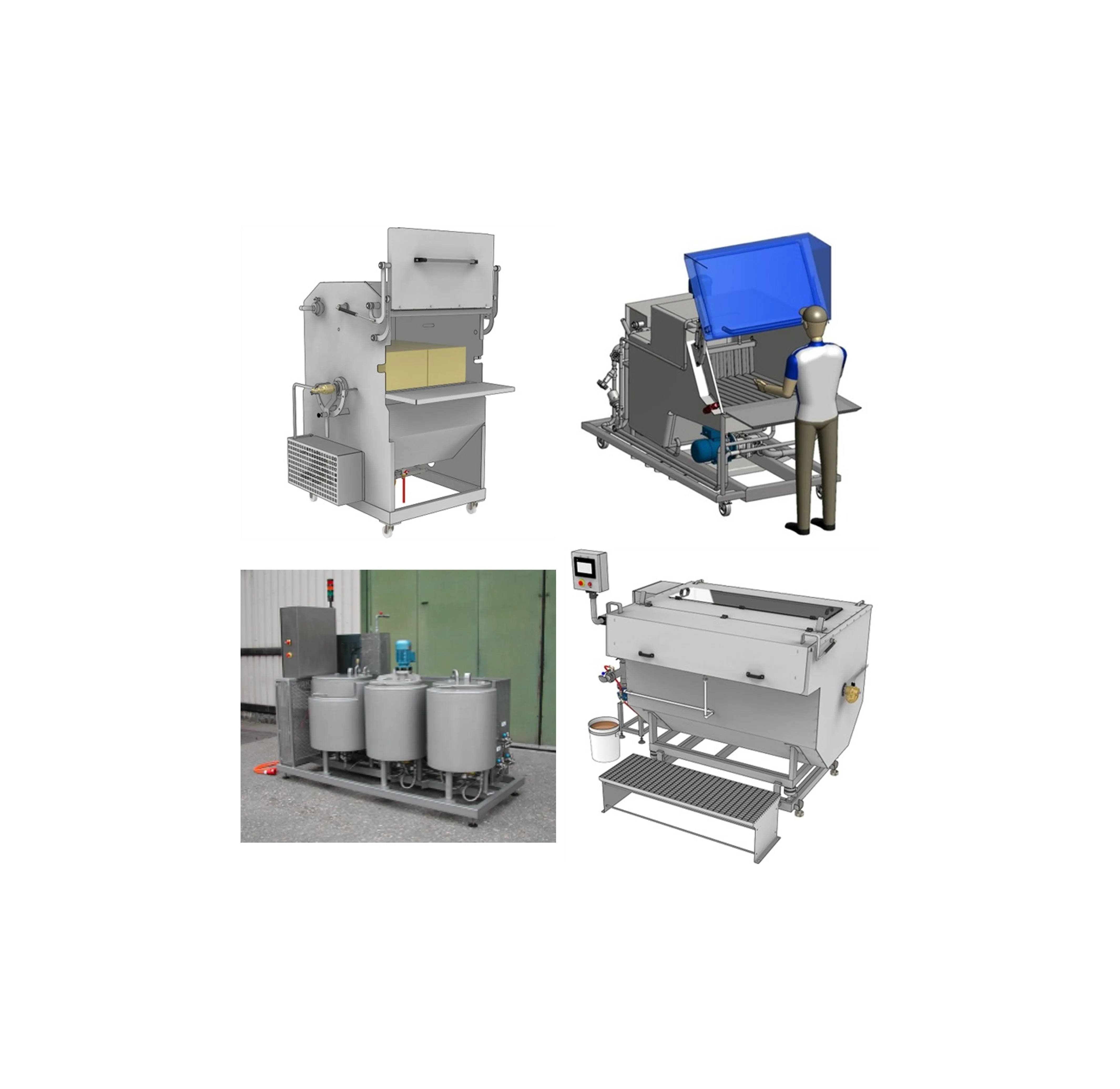
Our vacuum cooking systems, designed for businesses seeking high quality, precision, and product integrity in the food industry, deliver superior performance and excellent results in the production of delicate formulations such as jam, marmalade, milk and dairy products, chocolate and cocoa-based products, fruit purées, confectionery, and baby food.
With advanced vacuum technology, the pressure inside the system is reduced in a controlled manner, allowing products to be cooked at lower temperatures that preserve quality. This method reduces vitamin and mineral loss while maintaining the product’s natural taste, color, and texture. The integrated precise filling technology minimizes production waste, providing cost advantages and high efficiency.
Customer Advantages That Increase Quality and Profitability
Our vacuum cooking tanks add high efficiency and superior food safety to your production processes with their compact design and temperature-controlled infrastructure:
• Maximum Energy Savings: High-efficiency steam jacket heating and an optimized vacuum system reduce energy consumption throughout the process and provide significant savings in operating costs.
• Superior Product Quality: Homogeneous mixing technology and precise moisture control ensure that products reach the desired consistency, density, and texture perfectly.
• Preservation of Natural Nutritional Values: Low-temperature cooking preserves the vitamins, minerals, and aromatic properties of the products while maintaining their natural taste, bright color, and fresh product character.
• Complete Hygiene Assurance: The integrated CIP (Clean-in-Place) system eliminates the need for manual cleaning, increases hygiene levels throughout the process, and minimizes the risk of contamination.
Advanced Technical Features and Equipment
The technical infrastructure, designed to increase production capacity, accelerate the process, and standardize quality, offers the following advantages:
• Flexible Capacity Options: With a wide production range from 100 L/hour to 2,000 L/hour, it provides an optimum solution for facilities of different scales.
• Twin-Screw Pump Technology: Enables both effective CIP cleaning and high-precision product transfer and filling through a single pump. It provides stable flow even with high-viscosity products.
• High Performance and Standardization: The mechanical design increases production speed, optimizes energy use, and maintains hygiene standards consistently, ensuring long service life, low maintenance requirements, and process stability.