Automatic and Hygienic Fat Melting Systems
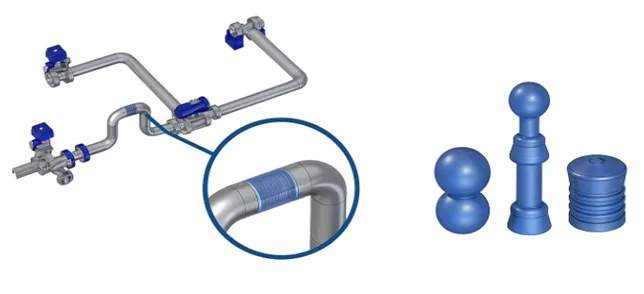
Our automatic fat melting systems, specially developed for industrial food production facilities, are designed with compact and high-efficiency-focused engineering to quickly, uniformly, and safely convert high-density fat blocks such as palm kernel oil, palm oil, coconut oil, chocolate blocks, and concentrated butter into liquid form.
The melted fat is kept stable within the temperature range required by your process and is always ready for uninterrupted use in your production line. System dimensions and technical configurations are custom-designed according to the existing physical layout of the facility and production targets.
Advantages and Benefits for Your Operation
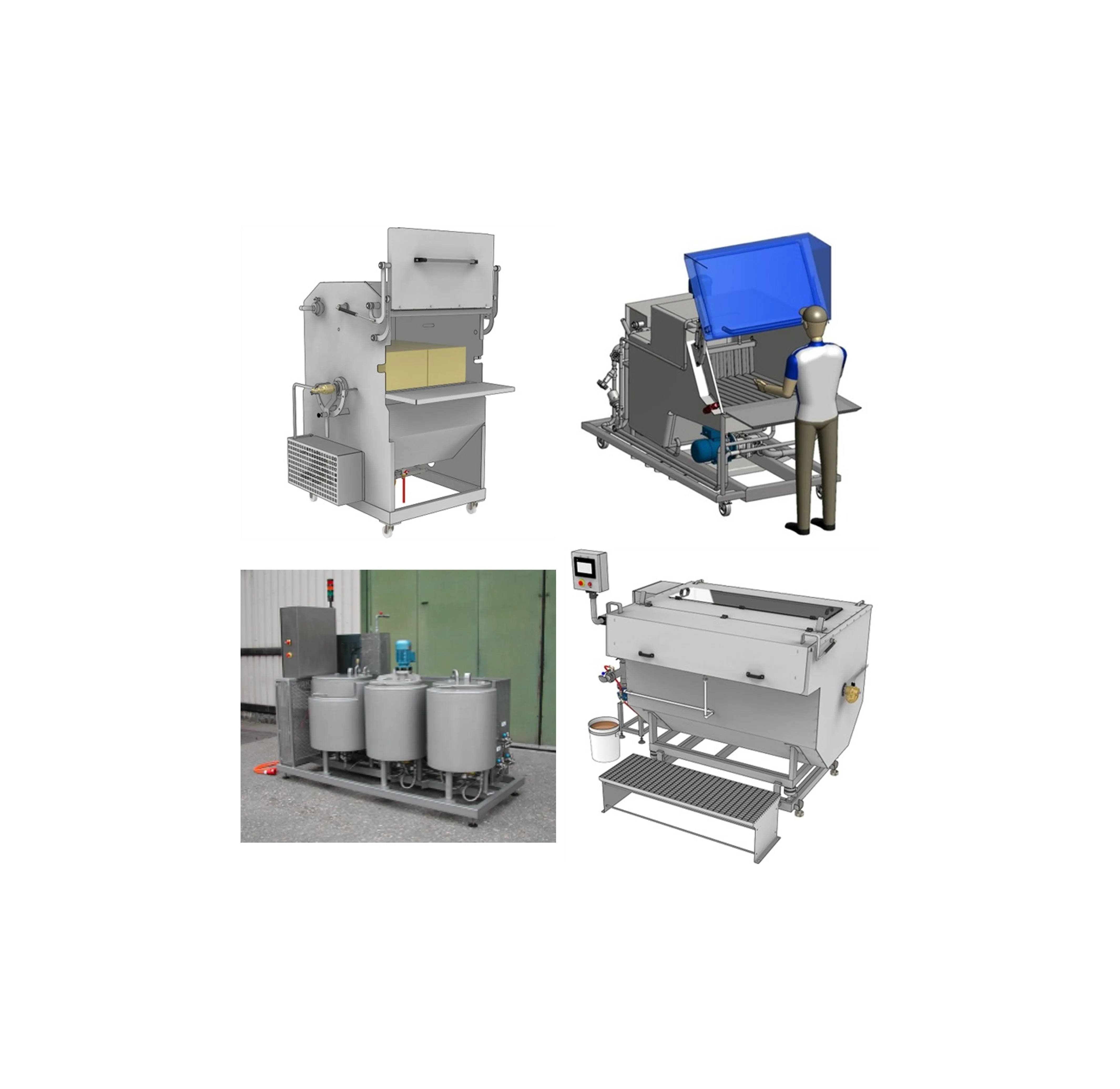
Space-Saving Compact Design: With its optimized body structure, the system occupies minimum space in your facility, simplifies production line layouts, and increases operational efficiency.
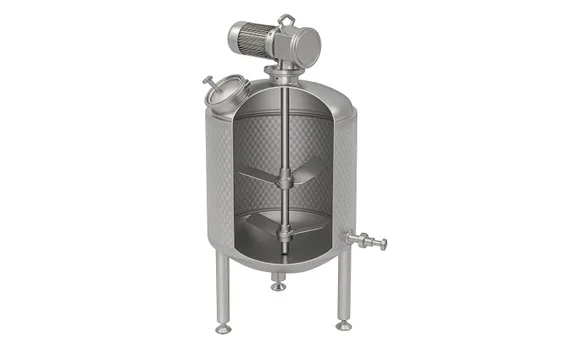
Precise Temperature Control: Thanks to high-precision sensors and PID control infrastructure, the fat temperature is automatically stabilized within the ideal process range. This ensures continuous preservation of consistency, flowability, and product stability.
High-Level Hygiene and Food Safety: Manufactured in accordance with hygienic design principles, the system complies with all international standards for food safety. Its easy-to-clean surface structure and in-process control mechanisms ensure full hygiene at every stage of production.
Easy Cleaning with Integrated CIP System: The CIP (Clean-in-Place) infrastructure allows the system to clean itself automatically. It minimizes the need for manual cleaning, reduces the risk of contamination, and accelerates cleaning processes.
Cost and Time Optimization: Production costs are reduced thanks to energy-efficient heating and control technologies. Higher production capacity is achieved through fast melting performance and low energy consumption.
Advanced Technical Features and Capacity
• Wide Capacity Options: Offers solutions suitable for both boutique operations and high-volume industrial facilities, with different production capacities ranging from 100 L/hour to 2,000 L/hour.
• Smart Automation (PLC & HMI): The optional PLC control unit and HMI touchscreen operator panel allow the entire process to be managed from a single point. Its user-friendly interface is combined with advanced control algorithms that enhance traceability and process safety.
• High-Performance Mechanical Design: Maximum production speed is achieved without compromising hygiene standards, thanks to heating and flow control technologies that optimize energy consumption. The mechanical structure is designed to be long-lasting, service-friendly, and resistant to industrial operating conditions.